

以下是:多种款式可随心选择2520不锈钢管发货及时的产品参数
产品参数 产品价格 电议 发货期限 电议 供货总量 电议 运费说明 电议 品牌 金宏通 是否可定制 是 是否现货 是 多种款式可随心选择2520不锈钢管发货及时,河北省秦皇岛市金宏通钢管有限公司为您提供多种款式可随心选择2520不锈钢管发货及时的最新资讯,联系人:郭学振,电话:0527-88266888、17768165506,QQ:200418818,发货地:大桥路东方兴业钢材市场111室发货到秦皇岛。 河北省,秦皇岛市 秦皇岛市地处中国华北地区、河北省东北部,南临渤海,北依燕山,东接辽宁,西近京津,地处华北、东北两大经济区结合部,居环渤海经济圈中心地带,距北京280千米,距天津220千米,是首都经济圈的重要功能区。秦皇岛因秦始皇东巡至此派人入海求仙而得名,京山、京秦、大秦、秦沈、沈山5条国铁干线在此交汇,津秦铁路客运专线、京沈高速、沿海高速、承秦高速贯通全境。山海关区是国家历史文化名城。
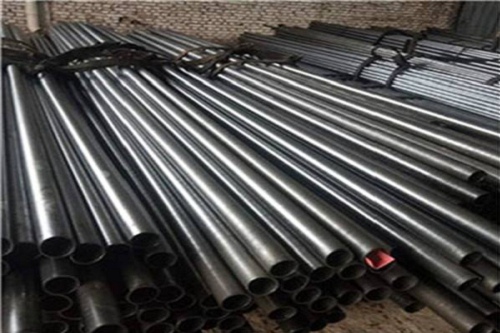
为了让您更全面地了解我们的多种款式可随心选择2520不锈钢管发货及时产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。以下是:多种款式可随心选择2520不锈钢管发货及时的图文介绍
不锈钢无缝钢管轧制的全过程,包括热穿孔、热轧、冷轧、冷拔都离不开工艺润滑,但实心管坯的热穿孔是工艺润滑的最薄弱环节。早期的工作证实有效的工艺润滑能显著降低斜轧穿孔过程中的不均匀附加变形。与钼基顶头配套使用的玻璃粉。不能简单地将其看作是减少钼基顶头中的钼在高温下挥发的保护剂,它在变形区内还起工艺润滑作用。因此,采用玻璃粉润滑是改善难变形钢穿孔毛管内表面质量和提高穿孔顶头寿命的有效措施。 管坯的内在质量对不锈钢毛管质量的影响要比改善斜轧穿孔变形条件更具有决定性作用。穿孔过程中的开裂大多是从含夹杂物和第二相等薄弱环节处产生的,而后在穿孔的复杂应力条件下不断扩展。不锈钢管坯的洁净度除要确保不锈钢管的冷热加工性能外,还要保证钢管的使用要求,因此对钢的洁净度要求会愈来愈高。 针对不同用途的不锈钢管,为满足加工制造和使用要求,应达到什么样的净洁度水平,是我们当前急需深人研究的课题之一。
秦皇岛金宏通钢管有限公司的产品以合理的价格,【H型钢】产品质量及优良的售后服务,深受客户欢迎。【H型钢】价格合理,欢迎来电洽谈订购 。
我们的宗旨:人有我优。
经营理念: 让利多销,培养忠实客户群体。
经营宗旨: 售前当好参谋,售后搞好服务。
质量目标: 不断完善自我,满足客户需求。
316L不锈钢管焊接方法 根据管道管径和壁厚的不同,选用钨极氩弧焊或氩电联焊进行管道焊接,一般壁厚≤6mm的管道,采用钨极乞弧焊焊接:壁厚>6mm的管道,采用钨极氩弧焊打底焊,焊条电弧焊填充及盖面焊的焊接方法。 在保证焊透及熔合良好的条件下,焊接参数尽量采用小电流、小电压和快速焊,以减小焊接线能量,也可通过增加焊接层道数来控制焊接线能量,即多层多道焊的焊接工艺,并采用短电弧、快速焊、窄道焊、不摆动或小摆动的操作方法,尽食保持电弧电压的稳定。 应防止焊层厚度过厚,以减少热输入,并有利于气体析出。每层焊缝应连续焊完,层间接头应错开。层间温度控制在100℃以下,采用红外线测量仪测量。 每焊完一层焊缝,必须彻底打磨清渣,并经质量检查合格后方可进行下一层焊接。 钨极氩弧焊的操作要领 钨极氩弧焊应选用带高频引弧的焊机,钨极选用钨棒,钨极肺成尖部直径0.4mm,夹角30°-60°的尖状,可保证电弧稳定。使用扛气的纯度应在99.96%以上。氩弧焊始焊时应提前送气,停焊时滞后停气。为防止焊缝内表面的铬等合金元素氧化,影响接头质量,焊缝背面必须采用充氩保护措施。 焊条电弧焊的操作要领 焊前CHS022焊条必须经300-350℃烘焙lh.防止焊接过程出现气孔、延迟裂纹等缺陷。烘干温度不宜过高,烘焙时间也不宜过长。 不要重复烘干,随烘随用,以防药皮脱落。 烘干记录表格上必须有烘干炉号的记录,且为流水号。现场回收焊条按要求再次烘干和记录。 焊工必须使用焊条筒,并在施焊时一根一根地取用,保证使用中的焊条温度符合要求。焊条筒每个焊工一个,不得串用。 采用电弧焊时,坡口两侧各100mm范围内应涂白亚粉或其他防粘污剂。不允许焊条在非焊接部位引弧,以避免产生引弧迹点。
多种款式可随心选择2520不锈钢管发货及时,河北省秦皇岛市金宏通钢管有限公司专业从事多种款式可随心选择2520不锈钢管发货及时,联系人:郭学振,电话:0527-88266888、17768165506,QQ:200418818,发货地:大桥路东方兴业钢材市场111室,以下是多种款式可随心选择2520不锈钢管发货及时的详细页面。

